全自动卡片分切机(FQ1020型)(单层)
该设备可将单张纸分切成各种规格的小张纸卡,同时完成整理和切边角,保证前后顺序不变。其主要用于扑克牌、卡片的自动化生产,能够代替人工配牌,节俭人力,提高生产效率,是牌、卡行业理想的生产设备。
产品视频
该设备可将单张纸分切成各种规格的小张纸卡,同时完成整理和切边角,保证前后顺序不变。其主要用于扑克牌、卡片的自动化生产,能够代替人工配牌,节俭人力,提高生产效率,是牌、卡行业理想的生产设备。
一、技术参数
最大纸张:
最小纸张:
分切卡片尺寸:
分切卡片最大尺寸:
分切卡片最小尺寸:
最大工作速度:
总功率:
1000×720mm
470×360mm
88.5*58.5mm(普通扑克)
91*66mm(需定制)
88*53mm(需定制)
1500 sheets/hour
14.22 kw
其中
主给纸电机:
给纸气泵:
主电机:
伺服电机:
空压机:
鼓风机:
油泵电机:
纸张厚度:
外形尺寸(L×W×H):
电源:
整机净重:
0.75KW
3KW
5.5KW
0.4KW
4KW (选购)
0.55×3+0.37=2.02KW
2.2KW
200~450 g/㎡
4700×4600×1850mm
3P 380V/50HZ N PE
8T
二、机械结构
全自动卡片分切机按结构分为四部分:给纸部,主机部,收纸部,自动清角(其中自动清角为切角机与全自动分切机联机使用)
给纸部
给纸机的主要功能是将一整架纸单张连续地向主机部输送。
主要包括:
1.飞达
飞达是给纸机的重要组成部分,作用是将纸堆最上面的一张纸与其他纸张分离,向前输送。
2.双张控制器
双张控制器的作用:当飞达一次向前输送纸两张或两张以上时,检测轮转动,接近开关检测不到轮子,电铃响报警,设备停止运转。人机界面显示双张。(注意:轴承与花纹辊接触,检测轮与轴承之间的距离应大于一张纸厚度而小于两张厚度)
3.点轮
两个点轮压力调成一致,且位置相对纸张要对称。点轮抬起,压下时间可以通过调整点轮凸轮来实现。
4.翻板
当递纸吸嘴吸住纸张开始向前输送时,翻板开始向前倾斜,纸张被送到花纹辊后,翻板回来,竖起。
5.斜辊钢球
它们的作用是向前输送纸张且使纸张靠紧规矩。
6.扶纸钢片
将不平整的纸张压平,使纸张顺利进入胶辊。
7.规矩
在理想状态下,纸张是矩形,拉规边前后也一样大,规矩两端距给纸支臂一样远,即规矩与送纸胶辊成90度。
主机部
主机部的主要功能:对纸张进行第一次分切,同时将两个废边排掉。
1. 送纸胶辊
送纸胶辊切成槽状,是为了将凹凸不平的纸张完全展开,压平,又不打皱。调整送纸胶辊时要注意两端压力一致,且较轻。当压力不一致时,纸张会向压力较重的一侧甩边,此时只需调整胶辊两端滑块上的螺钉即可,螺钉右旋压力减小左旋压力增大。
2. 分切刀
一次分切刀分为两种,即花刀和光刀。
3. 走纸胶辊调整方法与送纸胶辊一致。
收纸部
主要功能是对纸张进行二次分切经过拉开胶辊和圆带将单张扑克整齐有序的收集到牌盒。
1. 斜辊作用与给纸机部斜辊作用相同,向前输送纸张,且使纸张逐渐靠紧规矩。
2. 送纸胶辊做成槽状,可将纸压平,并将纸张向前输送,要求胶辊两端压力一致,且稍轻,两端内六角螺钉,右旋压力减小左旋压力增大。
3. 规矩要与墙板平行,即规矩与送纸胶辊成直角。
4. 分切刀:此处分切刀全部为光刀,其调整方法与注意事项与主机部分切刀一样。
5. 拉开胶辊:可将相邻两张扑克通过两根胶辊速差拉开,胶辊两端压力一致,且较重,如有拉不开现象:①是因胶辊压力不足,两端手轮右旋即可 ②花刀切的太浅 ③个别花刀有破损。
6. 收集:通过圆带、气缸、伺服电机的控制,将扑克牌送至牌盒。
自动清角
1. 推牌气缸动作,将扑克由牌盒推至槽形盒。
2. 推牌气缸将牌推到位以后,液压缸开始工作,向下冲压。
3. 液压缸工作行程,由上下限位两个接近开关控制调整。
4. 齐纸气缸:扑克由牌盒推至槽形盒后,齐纸气缸工作,将扑克排齐。
5. 当液压缸向下冲压时,上下动作气缸将推牌板提升,同时推牌气缸退回,到位后,推牌板降下。
6. 隧道大小应调至与扑克大小一致。
7. 液压调至8-9公斤/平方厘米。
三、机器配置
机器配置
名称
数量
名称
数量
给纸机
1套
主机
1套
收集低端
1套
排废料边PVC管
4根
清角机低端
1套
盘车扳手
1把
脚踏板
3个
花刀
3片
弯导轨
2个
连接板
1件
光刀
3片
Φ12 气管
12米
地脚垫
18个
Z型支架
4件
Φ6 聚氨酯圆带
10米
说明书
1份
随机附件
名称
数量
名称
数量
工具箱
1个
内六角扳子
1套
活动扳手 300
1把
活动扳手 150
1把
十字螺丝刀
1把
一字螺丝刀
1把
塞尺
1把
圆头锤子
1把
钳子
1把
机油枪
1把
美工刀
1把
剪子
1把
丁字扳手 3MM
1把
丁字扳手 4MM
1把
丁字扳手 6MM
1把
加长丁字扳手 3MM
1把
加长丁字扳手 4MM
1把
外购件明细
名称
品牌
名称
品牌
减速电机
晟邦
过滤器
SMC
伺服电机
安川
减压阀
SMC
低噪音风机
禹涛
电磁阀
SMC/华德液压
气泵
镇江通优
气缸
SMC
叶片泵
铁牛
溢流阀
华德液压
美工刀
布莱迪
断路器
LS
稳压电源
欧姆龙
接触器
施耐德
变频调速器
DELTA
热继电器
施耐德
驱动器
YASKAWA
可编程序控制器
欧姆龙
按钮
施耐德
继电器
和泉
人机界面
DELTA
接近开关
欧姆龙
光纤
欧姆龙
缺口开关
欧姆龙
四、技术特点
该设备适用于扑克牌(卡片)印后加工的专用设备,为扑克牌(卡片)的印后加工提供了一种全新工艺。
可加工单副和双副牌,并且适合多重排版形式,即:545×545(单副)808×720(108双副)876×662(110双副)986×603(双副),无需换刀,只需简单调整即可。
给纸头高速运转平稳,上下分层输纸顺畅,保证了机器1500次/小时,即3000副/小时。
分切部采用特殊压轮辐结构,连点分切方式,分切精度达到了±0.2mm。
伺服系统控制推牌、气动系统控制接牌的独特收牌结构,确保每副牌之间顺序不乱,不丢张。
采购件全部选用国内外知名品牌,确保了整机的高性能,长寿命。
PLC集中控制,人机界面实现人机交流,整机自动化程度高。
生产废料集中收集,工作环境整洁。
同类设备相比
我们的设备:
1、采用独特压轮辐结构,同时第一刀为点刀,即纸张切成条但不断开,用很多个连点将其连接,再切第二刀时整张纸不散,中间也不断开,不是以单条的形式走纸,因此无论横向走纸还是纵向走纸都能保证良好精度。
2、不差牌、不乱牌,纸张切断以后用多个圆带上下相夹,保证卡片以单条的形式依次叠加收集,保证牌的顺序不乱、不丢。
3、出牌排列整齐有序,便于整理收集,每个站点只需一人即可,同时可直接与自动切角机相连。
4、整机关键部件全部采用知名品牌,配置合理,保证机器运转稳定可靠。
5、以上结构是我们产品特有结构。
其他厂家设备:
1、大多数抄袭英国设备结构,第一刀切成条只保留两端大约5毫米宽不断,不能保证横向运动时纸张模切精度。
2、收集也采用下面是斜辊,上面是钢球的结构,此结构对于强度特好,无变形纸张还勉强可以,但中国产较好纸张有宁波亚洲纸业的纸了,经过印刷及两次上光后纸张变性非常严重,因此收集以后多牌、乱牌现象经常发生。
3、出牌收集不整齐,不便于收集整理。
4、其他厂家没有自动切角机、自动分检机。
五、易损件
部位
零件名称
规格
给纸部
吸纸橡皮
—
给纸部
分纸毛刷
—
主机部
点刀片
φ68.5
收集部
圆刀片
φ68.5
收集部
牌盒
—
收集部
固定牌盒座
—
主机部 收集部
刀用O型圈
—
六、选购件
以上提供的标准配置是指做国内标准的扑克牌,即 58.5*88.5mm,若做其他特殊规格卡片,需选购以下零部件:
1.主机部底刀套
2.收纸部底刀套
3.台阶板
4.清角部L形块
5.清角部槽形盒
6.耙子
7.清角部冲压块
七、安装、验收、培训、售后服务
1. 安装
⑴元创负责将机器依照合同要求,将机器远到合同指定地点,由买方负责从卡车上将机器移至到定位后,由元创人员将机器调至水平,组装。
⑵元创应派技术人员将机器依照合同的规格、性能、精度及配件等要求,完成全部装机及调试后,交给买方进行验收。
⑶装机所需工具及量具应由元创自行准备,如需调运等重型设备,买方应依照厂房条件提供协助与方便。
2. 验收
元创完成装机后,买方应依照下列程序进行终验收:
⑴合同规格及附件点收及外观检查;
⑵精度验收,买方视需要进行抽检或全检;
⑶验收所需工具、工件及检测仪器应由卖方自备。
3. 培训
⑴元创应负责对买方指定人员进行一次培训;
⑵培训内容应包括:机器操作培训、保养维护培训;
⑶培训时间应安排在机器验收后;
⑷培训时间的长短应视买方的实际情况由双方协议确定。
4. 保修及售后服务
⑴机械部分:机器验收后12个月内,此期间内元创应负责对机器在正常使用下发生的故障负责及时进行维修,所需人工及零件均由元创负担费用。
⑵电器部分:机器验收后12个月内,此期间内元创应负责对电器系统在正常使用下发生的故障负责及时进行维修,所需人工及零件均由元创负担费用。
⑶机器用油(齿轮油、液压油、润滑油)、光刀、花刀等属于消耗品不在保修范围之内。
⑷保修期内因由买方人员不正常使用造成的机器故障,其维修费用应由买方负担。
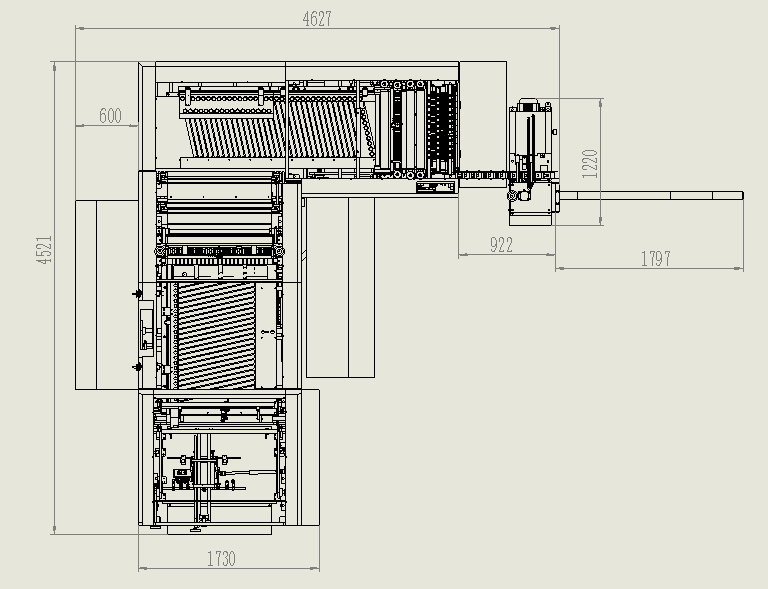
八、设备示意图